


بلوزهای لاستیکی (Rubber Bellows) به طور گسترده به عنوان اجزای آببندی و محافظ انعطافپذیر در تجهیزات صنعتی استفاده میشوند. دامنه کاربرد آنها از پمپها و کمپرسورها گرفته تا سیستمهای اتوماسیون و ماشینآلات دوار را شامل میشود. عملکرد قابل اعتماد این قطعات نه تنها به انتخاب مواد اولیه، بلکه به فناوری پیشرفته طراحی قالب نیز بستگی دارد.
ماموریت آذرخش واشر بهبود مستمر کیفیت و افزایش قابلیت اطمینان محصولات تولیدی در کشور است. در همین راستا، همواره در حال اجرای پروژههای نو و توسعه فعالیتهای خود در جهت ارتقاء سطح فنی و عملکردی محصولات هستیم. جهت خرید پتو سرامیکی، واشر اسپیرال، ورق میکا، ورق تکسون و … با کارشناسان ما تماس حاصل فرمایید.
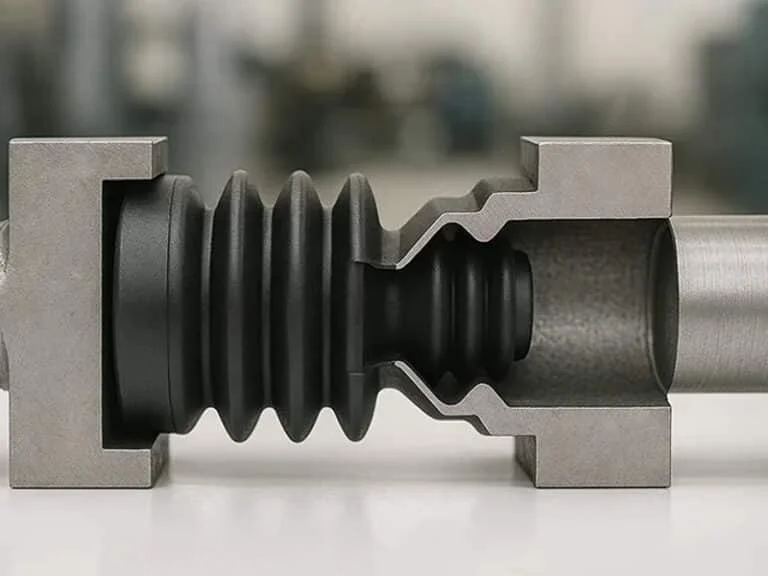
عملکرد بلوز لاستیکی در سیستمهای مکانیکی
مهر و مومهای مکانیکی (Mechanical Seals) یکی از حوزههای اصلی هستند که بلوزهای لاستیکی به طور مداوم در آنها به کار میروند. این مهر و مومها در پمپها، راکتورها، کمپرسورها و سیستمهای انتقال هیدرولیک دیده میشوند. این مهر و مومها عملکردی پایدار با نشت کم و اصطکاک کاهشیافته ارائه میدهند. در میان انواع ساختاری موجود، بلوزها به طور مؤثر در دماهای پایین تا بالا، برای محیطهای خنثی تا خورنده، و در سرعتهای پایین تا بالا کار میکنند.
بلوزهای لاستیکی به عنوان مهر و موم کمکی در مهر و مومهای مکانیکی با بار کم عمل میکنند. امروزه بیشتر طرحهای سبک وزن شامل این نوع بلوزها هستند. قطعات فلزی در این مجموعهها معمولاً قطعات پرس شده هستند که تولید خط مونتاژ کارآمد را پشتیبانی میکنند. در نتیجه، مهر و مومهای مکانیکی بلوز لاستیکی مقرونبهصرفه بوده و عملکرد آببندی خوبی ارائه میدهند. با گذشت زمان، این نوع مهر و مومها جایگزین مهر و مومهای سنتی از نوع بستهبندی نرم (soft packing) در بسیاری از پمپهای گریز از مرکز غیرنظامی شدهاند.
سایر کارکردهای بلوزهای لاستیکی

فراتر از مهر و مومهای مکانیکی، بلوزهای لاستیکی وظایف استاندارد دیگری نیز انجام میدهند. آنها به عنوان پوششهای گردگیر جداکننده (isolation dust covers) عمل میکنند که از رسیدن گرد و غبار و هوا به قطعات حساس ماشین جلوگیری میکنند. علاوه بر این، به عنوان مهر و موم برای سطوح انتهایی خاص در تجهیزات مکانیکی کار میکنند. این نقشها نیاز به شکلدهی دقیق دارند تا با مشخصات ظاهری کاربرد هماهنگ شوند.
انتخاب مواد اولیه برای شرایط مختلف
انتخاب مواد برای بلوزها مستقیماً به محیط (سیال) داخل تجهیزات بستگی دارد. برای مواد خنثی مانند آب یا روغن در فشار و دمای متوسط، بلوزهای لاستیکی کافی هستند. در محیطهای خورنده شامل اسیدها یا قلیاها، بلوزهای پلیتترافلوئورواتیلن (PTFE) مقاومت لازم را فراهم میکنند. نسخههای تقویتشده لایههای پارچهای را برای مقاومت بالاتر در برابر فشار اضافه میکنند. برای دماهای بسیار بالا یا پایین، به جای آن از بلوزهای فلزی استفاده میشود.
فرآیند تولید بلوزهای لاستیکی صنعتی
فرآیند تولید بلوزهای لاستیکی عموماً بر پایه قالبگیری فشاری (compression molding) است. در این روش، مواد تحت حرارت و فشار درون یک قالب اختصاصی شکل میگیرند.
ملاحظات طراحی قالب
طراحی قالب برای بلوزهای لاستیکی نیازمند توجه دقیق به جزئیات است. یک قالب معمولی شامل یک قالب مقعر (concave die) و یک قالب محدب (convex die) است. تغییرات در پیکربندی قالب امکان تولید اشکال مختلف محصول را فراهم میکند. خود قالب پرس حیاتی است، زیرا ساختار آن بر کیفیت محصول، هزینههای ساخت، بازده تولید و طول عمر کلی قالب تأثیر میگذارد. یکی از چالشهای تکراری مربوط به بخش انتهایی بلوز است. هنگامی که انتها و بدنه بلوز یک قطعه یکپارچه را تشکیل میدهند، حفره پلتفرم محدب به سختی قابل پردازش میشود. حفره دارای اندازه کوچک و شکل پیچیدهای است که ماشینکاری مکانیکی استاندارد نمیتواند به طور قابل اعتماد آن را انجام دهد.
حفره انتهایی از دو بخش مجزا تشکیل شده است. مقطع شیبدار ۳۰ درجه در انتها به شکل بیضی است، بنابراین نمای بیرونی بلوک درج باید با آن هندسه هماهنگ باشد. با این چیدمان، بلوکهای درج کمتری مورد نیاز است که دقت هماهنگی را بهبود میبخشد و ابعاد دقیق حفره را حفظ میکند.
ملاحظات تولید
کیفیت بلوزهای لاستیکی هم به دقت قالب و هم به کنترل فرآیند تولید بستگی دارد. عوامل کلیدی عبارتند از:
-
دقت ابعادی اجزای قالب
-
پرداخت سطح حفره داخلی
-
طراحی مناسب خروج گاز (venting) برای جلوگیری از به دام افتادن هوا
-
کنترل دما و فشار پخت (curing)
-
جریان پایدار مواد در طول قالبگیری
هنگامی که این عوامل به درستی کنترل شوند، بلوزهای لاستیکی میتوانند عملکرد آببندی ثابت و بازده تولید بالایی داشته باشند. در تولید صنعتی، بلوکهای درج (insert blocks) امکان ایجاد تغییرات سریع را بدون بازسازی کل قالب فراهم میکنند که زمان تحویل برای پیکربندیهای جدید را کوتاه میکند.
فناوری پردازش قالب
مجموعه قالب شامل یک قالب داخلی و یک قالب خارجی است. قالب خارجی به دو بخش متقارن بالا و پایین تقسیم میشود. طراح، شیارهای کمکپردازش (processing allowance grooves) را به قالب پایینی اضافه میکند تا مواد اضافی در طول فرآیند پرس خارج شود. دقت در قالب داخلی مهمتر است، به دلیل شکل خاص بلوز. قالب داخلی از بلوکهای وصله (splice blocks)، بلوکهای مسدودکننده (blocking blocks) و بلوکهای موقعیتیاب (positioning blocks) تشکیل شده است که در یک پیکربندی خاص چیده میشوند.
مونتاژ با جاگذاری بلوکهای وصله در کنار یکدیگر آغاز میشود. سپس سوراخهای داخلی آنها در هر دو انتها با قطر خارجی یک میله هسته (core rod) هماهنگ میشود. انتهای این بلوکهای وصله با بلوکهای مسدودکننده و موقعیتیاب با زاویه ۱۵ درجه جفت میشوند و قبل از قفل شدن روی شفت هسته، در جای خود قرار میگیرند. ساختار کامل، پایداری را تضمین میکند.
یک مشخصه کلیدی در این مجموعه، فاصله بین بلوکهای وصله قالب داخلی ترکیبشده است. این فاصله باید زیر ۰/۰۱ میلیمتر باقی بماند. این تلرانس سفت و سخت، سطح داخلی قطعه کار نهایی را صاف نگه میدارد و از تشکیل پراضافه (flash) در طول قالبگیری جلوگیری میکند. هر فاصله بزرگتری اجازه میدهد مواد به بیرون نفوذ کرده و عیوب ایجاد کند.
با اجرای این اقدامات طراحی و پردازش، قالبها قطعاتی تولید میکنند که مطابق با مشخصات دقیق هستند. نرخ تأیید (کیفیت) بالا باقی میماند. اصلاحات اخیر در فناوری پردازش، سختی کلی را کاهش داده و در عین حال کیفیت را حفظ کرده است. ضایعات مواد کاهش مییابد و تولید اقتصادیتر میشود.



